
BACK-END MACHINING CAPABILITY
All series could select the optional sub-spindle to machine the back-end after receiving the part. Ø 51 mm bar capacity adopts 8" chuck featuring ejector, which allow the finished parts can smoothly drop on parts catcher successfully. All the processes from loading the parts can all be done in one machine without a pause.


Automatic part transfer of work piece from main spindle to sub-spindle saves manpower and cycle time, while reducing accuracy lost, which will occur if manually handling the part from machine to machine.。

The sub-spindle configuration is also ideal for machining long work pieces such as small diameter shafts. Both ends of the work piece can be supported by the main and sub spindles, allowing the middle section(s) to be accurately machined.。

Sub-spindle can be controlled by Cs-axis to achieve back-end machining, which allows conveniently operating, fast positioning, and higher accuracy.
Z2-axis adopts high performance linear guide way design, which is driven by FANUC direct driven motor, provides the optimal axial accuracy.
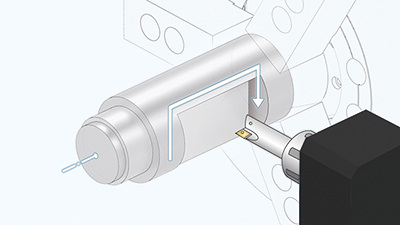
Y-AXIS CONTROL CAPABILITY
The optional Y-axis control can achieve X, Y, Z, C axes simultaneously machining, which allow the series can work on Y-axis 100 mm ( 3.93" ) off-center milling ( off-center ± 50 mm ( 1.96" ) ) , drilling, and tapping as well as improving the machining accuracy from a regular 3 axes simultaneously machining processes.
The fictitious axis and X-axis saddle adopt 30º included angle design that efficiently lower the center of gravity, and lighten the Y-axis mechanism loads. Meanwhile, the center of gravity of turret lays on the proper range of saddle to make sure the overall structural rigidity.
 UNIQUE Y-AXIS MACHINING CAPABILITY
UNIQUE Y-AXIS MACHINING CAPABILITY
Side Milling
Off-Center Troughing
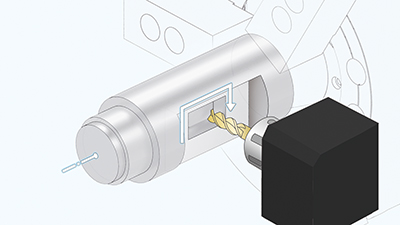
Off-Center Drilling

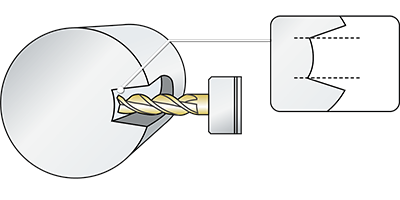
Polar coordinate interpolation V.S Y-axis control

- The polar coordinate interpolation can work on troughing or contouring. X-axis reverses at cross point of the center point of workpiece and contour, which makes tool not able to be completely contouring and remains worse accuracy.
- With Y-axis control, it can avoid the situation above and remain better accuracy.
O.D. Troughing
- Not Featuring Y-axis, width of troughs are not perfectly parallel with worse accuracy.
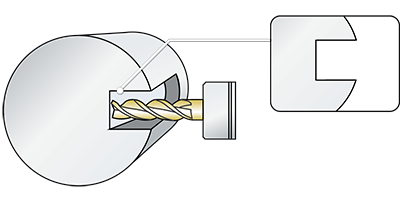
- Featuring Y-axis, width of trough remains parallel with better accuracy.